铝合金棒材粗晶缺陷产生原因及其改善措施
发布日期: 2018-09-20 00:00 来源: http://www.hemei360.com
摘要:6061-T651 态铝合金挤压棒材常用来机加工成各种零部件,但生产过程中在棒材内部变形纤维晶外层常常会出现粗晶环缺陷,当客户机加工量较小时,会导致产品氧化后出现晶斑等缺陷,影响产品质量。通过实际生产研究发现,合理优化挤压温度、控制挤压速度、并通过扩大导流室,改进模具设计,采用浅层导流室模具取代深导流板+多级导流模具设计,从而减少或者避免粗晶环的产生,实践表明是可行的。
1 、前言
铝合金棒材采用正向挤压时,外层形成的粗晶环对产品质量产生明显的不利影响,粗晶环作为一种组织缺陷,对挤压产品的力学性能、耐腐蚀性能、可弯曲性,以及可机加工性都有负面的影响。有研究表明,粗晶环的存在会使得铝合金室温强度降低 20%~30%。因此国内外许多学者、工程师、技术人员进行了大量的研究,主要集中在对铝合金的挤压工艺、合金的化学成分、铸锭均匀化处理对力学性能及粗晶环的影响等。
随着用户对铝合金挤压棒材的质量要求越来越高,既要求制品无粗晶环,又要求制品有较高的力学性能、切削性能和氧化性能,机加工厂可采用加大加工量的方法来消除粗晶环,然而需要的加工量较大,且加工成本高。因此,研究消除粗晶环的方法并且生产出无粗晶的产品就成了挤压生产的重要课题。本课题结合生产实际,对 6061 合金棒材生产过程中出现的粗晶缺陷问题进行讨论,并论述了几种可以明显改善或者消除粗晶缺陷的方法,可为制定有利于抑制粗晶环的挤压和生产制度提供参考。
一、粗晶缺陷产品
所使用的的 6061 铝合金的化学成分如表 1 所示, 合金中有较多的 Mn、 Cr 等元素,可以抑制再结晶晶粒长大,提升再结晶温度。
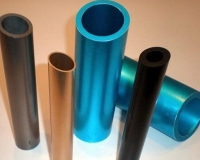
而由于早期对于市场的认知不足,对于客户产品加工的余量以及后处理工序等不了解,因而实际生产中未对粗晶缺陷产生充分认识,进而进行管控,导致生产出不合格产品,遭到客户投诉,如下图 1 所示。目前对公司生产棒材粗晶层进行管控,粗晶层厚度小于 0.5mm,超过管控要求进行报废处理。

二、改善措施分析
合金中有较多的 Mn、 Cr 等元素,可以抑制再结晶晶粒长大,提升再结晶温度,但粗晶环的产生是应变、应变速率和温度等加工参数以及合金化学成分共同作用的结果。由于挤压时的不均匀变形,在棒材边部产生剧烈的剪切变形,从而使这部分金属具有很大畸变能,这将有利于含 Mn 第二相粒子在位错密集的地方析出,并聚集长大,降低再结晶开始温度,因而在棒材边部和角位易形成粗晶缺陷。
2.1 调整挤压系数
挤压系数是挤压生产中用于表示金属变形量大小的参数,当其他条件相同时,挤压比增大,挤压时锭坯外层金属向模孔流动的阻力也增大,因此使内外部金属流动速度差增大,变形不均匀。当生产棒材粗晶环较深时( ≥2mm),可采用调整生产机台,采用小机挤大料,从而降低挤压系数,降低铝棒的变形量,减少铝棒内外部变形的不均匀性。因铝棒变形量较小,生产时应提高挤压上棒温度,保证出料温度,从而保证挤出的棒材力学性能。
2.2 改进模具设计
传统的铝合金棒材生产方式是采用正挤压的中心挤压方式,即型孔处于模具的中心并与挤压筒的中心相重合,模具结构通常采用带导流室的形式,为普通的导流板与模垫的结合方式,并采用多级导流。采用这种方式,模具制造简单,挤压变形程度大,挤压力大。
( a)模具所示。但对于公司生产棒材所使用的的 6061 合金铸棒棒来说,虽然合金中的 Mn、 Cr 等元素含量较高,可以抑制再结晶晶粒长大,提升再结晶温度,保证组织的均匀一致,模具设计中,合金经过了多级不同程度的预变形,而变形区域积累更多的位错,变形温度超过其再结晶温度,在高温下更易产生晶粒粗化的现象。在经过多次试验后,改变模具设计采用不带导流板的浅层导流室面模和模垫相结合的设计,降低变形时的阻力,降低挤压力,减少挤压时的摩擦变形且去除多级不同程度的变形,极大的降低了粗晶出现的概率。
2.3 扩大模具焊合室
采用阶梯式的导流结构模具设计,生产时经常会出现粗晶环。这种结构是采用导流板与模子结合的结构形式,导流板上的导流孔采用阶梯形式,导流板的厚度较大,这样增加了变形时的阻力,使金属经过多次的预变形,提高挤压力,从而达到提高成形过程中的静水压力( 压应力) 。同时,由于铝合金是层错能很高的金属,位错易于攀移和交滑移,在变形过程中容易发生动态回复。回复的结果是在棒材中形成亚晶。边部的亚晶在高的畸变能作用下发生形核和长大,小角度晶界转变成大角度晶界。针对此种设计的模具,在出现粗晶环时,可采取扩大导流室并铣除多级导流,只存在一级导流,从而降低变形时的阻力,从而达到降低挤压力和去除多次变形,且铸棒边部经过较大变形的合金组织在挤压过程中提前挤出,避免大变形的金属畸变能不断增大,减少形核和长大,从而一定程度的降低粗晶环厚度。
2.4 优化生产工艺
在挤压棒材的生产过程中,上棒温度和挤压速度是影响产品性能
的质量的主要因素。上棒温度和挤压速度与棒材组织、性能之间的关系主要是通过影响金属的热平衡来体现。一般情况下,塑性变形能 90% 以上转化为热能,挤压速度低,热量散逸多,反之热量来不及散逸,导致挤压筒内塑性变形区的金属温度不断升高。同时,从变形储能的角度,增加挤压速度,加剧了棒材边部金属与模具工作带的摩擦,降低了边部金属的再结晶温度,从而在棒材边部形成粗晶环缺陷
在上棒温度较高时( 510℃),挤压速度较慢才能避免粗晶出现,如在对 Φ20mm 圆棒的试验中,从主缸速度 1.0mm/s 提至 2.0mm/s 时,无粗晶,当超过 2.0mm/s 时粗晶环深度超 0.5mm;而当上棒温度一定,挤压速度从 8m/min(无粗晶)提至 15m/min 时,粗晶环深度超2mm,产品不合格。因此生产时,在发现粗晶缺陷时,可通过适当降低上棒温度和挤压速度来消除粗晶环缺陷。
但挤压速度是影响生产效率的主要因素,挤压速度太慢时,效率低,生产成本高,此时应考虑调整挤压系数和改进模具设计,从而保证产品质量和生产效率。
3 结论
1)通过降低挤压系数,可消除挤压棒材外围的粗晶环;
2)通过改进模具设计,将多级导流和深导流设计改为 15~25mm浅导流室设计,并优化挤压温度和挤压速度,保证出料温度,铝棒厂家可生产出符合质量要求的合格产品(粗晶环≦ 0.5mm);
3)对于带深导流板和多级导流的模具,可通过扩大导流室并铣除多级导流来生产出粗晶环≦ 0.5mm 的合格产品。